
Dôležité kroky pre dosiahnutie kvalitného ohybu na ohraňovacom lise.
Existuje niekoľko dôležitých krokov, na ktoré by ste nemali zabudnúť, keď chcete dosiahnuť výborné výsledky pri ohraňovaní plechu. Tieto kroky sú ako jednotlivé články reťaze, ktoré spájate a vytvárate tak pevnú a spoľahlivú reťaz. Skôr než pridáte ďalšie ohnivko, musíte sa uistiť, že to predtým je dobre uchytené.
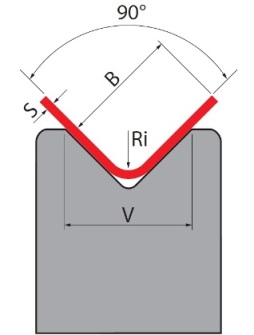
Pri ohraňovaní je jedným z dôležitých faktorov šírka drážky „V“ spodného nástroja. Od nej pri ohraňované závisí veľkosť vnútorného rádiusu „Ri“ a hrúbka plechu „s“ ktorú je možné na danej drážke použiť. Ďalším dôležitým faktorom je vzdialenosť, ako hlboko je zatlačený horný nastroj do spodného, čo ovplyvňuje výsledný dosiahnutý uhol, pri konkrétnej šírke drážky „V“.
Predstavte si, že máte dve podpery vzdialené od seba v nejakej vzdialenosti „V“ a na týchto podperách položený plech o hrúbke „s“. Ak zatlačíte tento plech smerom nadol o vzdialenosť napr. H=10 mm presne v jeho strede (V/2), potom ramená ohnutého plechu zvierajú uhol α. Ak zväčšíte alebo zmenšíte vzdialenosť podpier „V“, na ktorých je položený plech a zatlačíte ho znovu smerom nadol o H=10 mm, dôjde k zmenšeniu resp. k zväčšeniu uhla α, ktorý zvierajú ramená ohnutého plechu. Dnes už všetky tieto súvislosti pozná, zohľadňuje a stráži CNC riadiaci systém lisu.

Aby ste pri ohraňovaní dosiahli výborné výsledky, pri nastavovaní lisu sa riaďte nasledovnými krokmi, ktoré Vám k tomu dopomôžu:
1)
Indexácia: prvá vec, ktorú by ste mali urobiť, je skontrolovať a uistiť sa, či je váš ohraňovací lis správne naindexovaný. Overte si, či je baran (osi Y1, Y2) správne nastavený, čo v praxi znamená, že pri polohovaní barana na rovnakú pozíciu (hĺbku) sú číselné hodnoty Y1, Y2 pri každom cykle rovnaké.
Taktiež si skontrolujte správnosť nastavenia priehybu stola (bombírung), aby nedošlo k nežiaducej deformácii ohraňovaného plechu (jeho otvoreniu resp. zatvoreniu). Toto zistíte pri skúšobnom ohybe, kde vidíte, či uhol v strede materiálu je väčší alebo menší ako na koncoch. Ak sa tak stane, je potrebné upraviť hodnotu priehybu stola.
2)
Výber ohraňovacích nástrojov: uistite sa, že máte správne vybrané horné a spodné ohraňovacie nástroje pre Váš konkrétny typ výrobku. Zistiť to môžete tak, že simulujete ohraňovanie výrobku v riadiacom systéme lisu, alebo na Vašom PC za pomoci of-line softvéru riadenia lisu umožňujúceho vytváranie programov a simuláciu ohybov.
Vaše náradie musí byť schopné zniesť potrebnú tonáž počas ohraňovania Vášho výrobku na základe niekoľkých faktorov: šírky „V“ drážky spodného nástroja (čím širšia „V“ drážka, tým väčší vnútorný rádius a menšia tonáž a naopak), minimálnej dĺžky ramena „B“, hrúbky materiálu „s“ a jeho medze pevnosti Rm. Odporúčame vždy používať nástroje od renomovaných výrobcov (doporučujeme ROLLERI), ktorí zaručujú vysokú kvalitu nástrojov a ich životnosť. Uhol horného nástroja a „V“ drážky spodného nástroja by mal byť menší o cca 2-5° od požadovaného uhla na výkrese z dôvodu odpruženia plechu po ohybe.
3)
Nastavenie riadiaceho systému: pri používaní CNC riadiacej jednotky je veľmi dôležité poznať presné rozmery Vášho horného a spodného nástroja (výška, radius, šírka „V“ drážky, uhol, dovolená tonáž/m, atď.) a taktiež je veľmi dôležité správne zadanie týchto údajov do knižnice nástrojov v CNC riadiacej jednotke. Pri následnom programovaní výrobku je možné potom optimalizovať výber nástrojov pre celý výrobok za pomoci simulácie ohybov v riadiacej jednotke, alebo na PC za pomoci of-line softvéru riadenia lisu.
4)
Osadenie nástrojov: skontrolujte, či sú vaše horné a spodné nástroje správne osadené. Pri mechanickom (skrutkovom alebo páčkovom) upínaní je potrebné po každej výmene nástrojov nastaviť malú tonáž lisu a horné nástroje zatlačiť smerom do dolných, aby horné nástroje správne dosadli.
Ak sú spodné nástroje uložené v držiaku, ktorý je položený a fixovaný na stole ohranovacieho lisu, držiak zabezpečí ich správne centrovanie aj po výmene spodných nástrojov. Ak bol z dôvodu čistenia alebo výmeny demontovaný aj spodný držiak nástrojov, je potrebné ho znovu centrovať a fixovať takto: osadiť horné a osadiť spodné nástroje uložené v držiaku (bez fixovania držiaku ku stolu!!!). Potom spustiť baran lisu tak, aby sa horné nástroje zasunuli do „V“ drážky spodného nástroja. Malou tonážou zatlačiť nástroje do seba a tým sa spodný nástroj s držiakom vycentroval. Potom fixovať držiak spodného nástroja ku stolu. Po tejto operácii sa môže baran nadvihnúť a nástroje sú pripravené k ohraňovaniu.
5)
Výber materiálu: posledná vec, ktorej je potrebné venovať pozornosť, je samotný materiál – plech, ktorý bude spracovaný na ohraňovacom lise. Aby sa diely vyrábali v rovnakej kvalite, skontrolujte, o aký typ materiálu sa jedná, aká je reálna hrúbka ohraňovaného materiálu, jeho medza pevnosti Rm, smer vlákien valcovaného plechu (zvyčajne označenie typu plechu býva kolmé na smer valcovania plechu) a či je materiál čistý. Doporučuje sa, aby plech ohýbaný na menšie polomery sa ohraňoval kolmo na smer valcovania, alebo minimálne aby bol smer vlákien v každej súčiastke (výpalku) jednej série rovnaký. Vtedy je možné dobre pracovať s nastavením korekcie lisu v osiach Y1, Y2.
Po skontrolovaní týchto základných krokov je už jednoduchšie dosiahnuť požadovaný výsledok a ušetriť si tým viacero problémov.



