
Z voliteľného príslušenstva je možné ku všetkým Hydraulickým zakružovačkám profilov DURMA PBH doplniť dotykový NC riadiaci systém. So zakružovačkou vybavenou týmto systémom je veľmi jednoducho možné vyrábať opakované série tých istých výrobkov v plne automatickom režime.
NC systémy dodávame v dvoch vyhotoveniach:
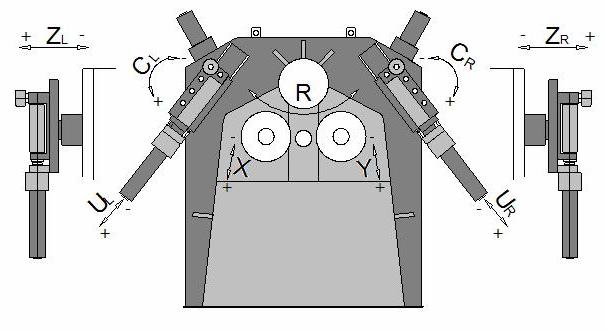
1) Systém riadi iba osi X, Y a R (čo je polohovanie pravého valca, polohovanie ľavého valca a rotácia valcov)
2) Systém riadi osi X, Y, R a aj osi Z1,2, U1,2, C1,2 (čo je aj polohovanie oboch bočných podpier vo všetkých smeroch – dopredu/dorazu, hore/dolu a natáčanie doprava/doľava)
Druhé vyhotovenie NC systému (riadenie osí X, Y, R + Z1,2, U1,2, C1,2) je možné iba vtedy, ak sú pohyby bočných podpier zakružovačky plne hydraulicky ovládané, čo u menších zakružovačkách napr. typ PBH 60 je voliteľné príslušenstvo za príplatok. Väčšie typy zakružovačiek PHB majú bočné podpery hydraulicky ovládané už v štandardnej výbave.
Foto NC systému v základnej maske, digitálne odčítanie polohy všetkých osí:
Systém samozrejme umožňuje aj prácu v základnom – manuálnom režime, kde obsluha tlačidlami na riadiacom paneli polohuje jednotlivé osi stroja a systém iba zobrazuje digitálne odčítanie polohy osí.
Práca v NC – automatickom režime pozostáva z dvoch krokov. V prvom kroku je potrebné v zapnutom režime TEACH IN vyrobiť na stroji vzorový kus, výrobok. Toto musí zvládnuť obsluha a práca so strojom je tá istá ako v manuálnom režime, ale systém nahráva a ukladá do pamäte všetky pohyby osí stroja. Stroj “naučíme” aký výrobok chceme vyrábať. Takto je vytvorený NC program, ktorý je možné pomenovať a uložiť do pamäte. Následne v AUTOMATICKOM režime je možné stroj spustiť tak, že NC systém riadi zakružovačku a výrobok je vyrobeny plne automaticky.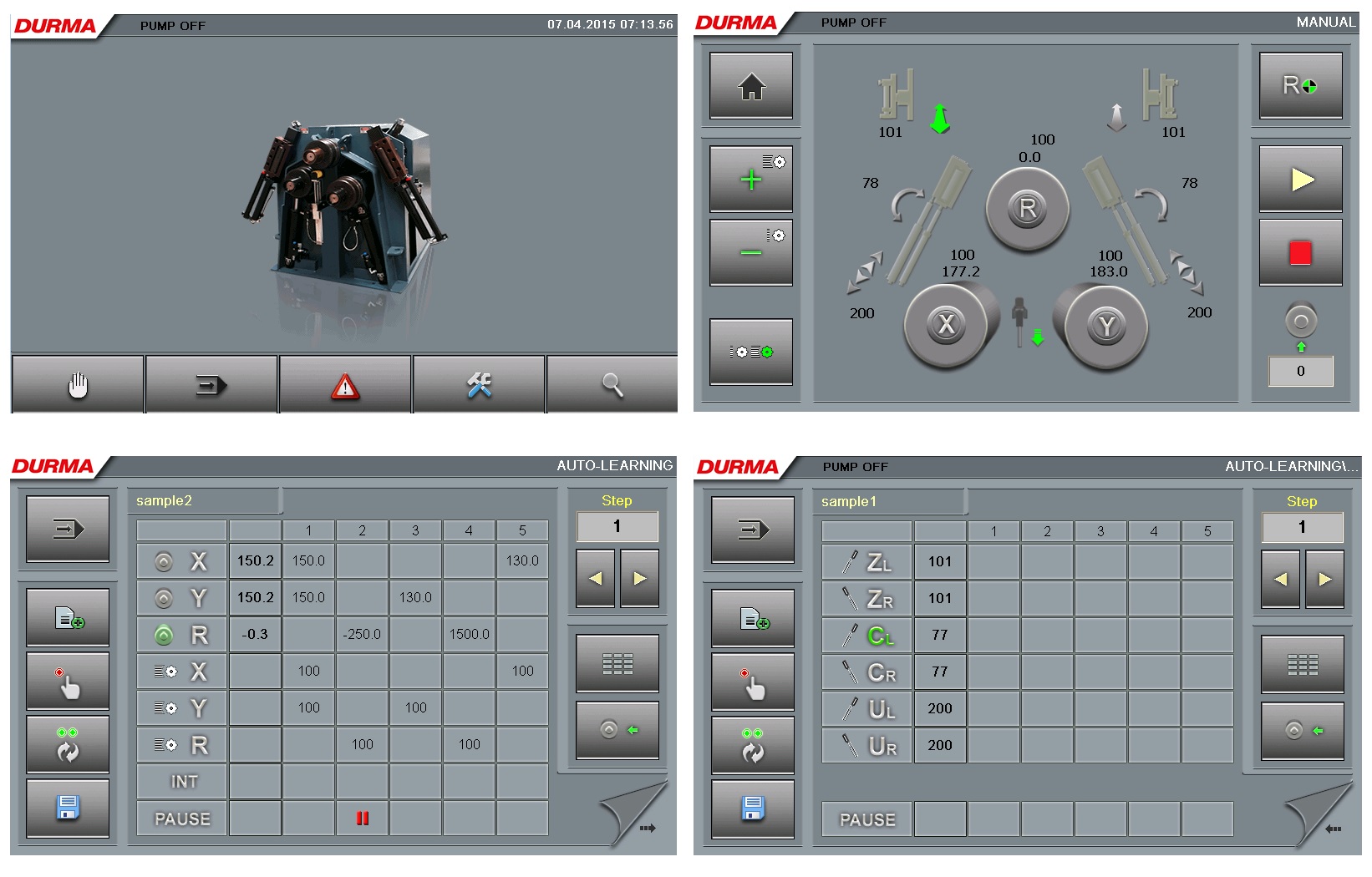

V rámci projektu “IPECON Akadémia” Vám prinášame podrobné náučné videá zamerané na konkrétne činnosti, s ktorými sa pri používaní zakružovačky PBH s NC systémom stretnete:
1) Štandardné spustenie stroja s NC systémom
Štart zakružovačky pozostáva z konkrétnych postupných krokov, ktoré musí operátor po zapnutí hlavného vypínača ešte spraviť. Je to z toho dôvodu, že hydraulicky polohované lineárnymi enkodérmi odmeriavané NC osi valcov (X, Y) /prípadne aj osi bočných podpier Z1,U1,C1 a Z2,U2,C2 – ak je nimi stroj vybavený/ sa musia naindexovať (teda načítať si svoju nulu). Následne je zakružovačka korektne spustená a pripravená na bezpečnú prácu.
Pre vypnutie zakružovačky je potrebné vypnúť čerpadlo, ovládací panel a hlavný vypínač prepnúť do polohy 0.
2) Vytvorenie (nahratie) programu, uloženie programu a spustenie (opakovanie) výroby ďalšieho kusu v automatickom režime
Výhodou NC riadiaceho systému je, že je možné spustiť nahrávanie práce, nahrávanie všetkých pohybov osí, ktoré sa dejú počas výroby kusa v manuálnom režime. Takto je možné vytvoriť program a uložiť ho. Následne potom je možné program spustiť a „stroj bude vyrábať daný kus bezobslužne, v automatickom režime„. Pozrite si video ukážku, kde krok za krokom zobrazujeme ako vytvoriť takýto program (ako nahrať prácu pri manuálnej obsluhe stroja), ako ho uložiť a ako vyrobiť ďalší kus v plne automatickom režime.
Naša nedávna inštalácia:
Ukážka takéhoto NC systému na zakružovačke profilov PBH60 s plne hydraulickými bočnými podperami (riadenie osí X, Y, R a Z1,2, U1,2, C1,2) :

Autor článku
obchodno-technický manažér
peter.babjak@ipecon.sk
+421 917 987 862


